| 一、热喷涂的定义
热喷涂技术,是采用某种高温热源,将欲涂覆的涂层材料熔化或至少软化,并用气体使之雾化成微细液滴或高温颗粒,高速喷射到经过预处理的基体表面形成涂层的技术。
当热源的比能量足以使基体表面发生薄层熔化,与喷射的熔融颗粒形成完全致密的冶金结合涂层时,称为热喷焊,简称喷焊。
使用高温热源,如氧——可燃气体燃烧火焰、电弧、等离子电弧、激光束、爆炸能等,是热喷涂技术区别于其他喷涂方法和表面涂覆方法的主要特征。不同热源的最高温度列于附表。
附表:不同热源的最高温度
|
热 源
|
氧-乙炔
|
氢原子
|
氧-氢
|
氧-煤气
|
空气-乙炔
|
空气-煤气
|
氧-乙炔爆炸
|
电弧
|
等离子弧
|
|
最高温度,℃
|
3100
|
4000
|
2700
|
2000
|
2325
|
1530
|
3300
|
6000
|
>11000
|
二、热喷涂技术的特点
采用热喷涂技术,制备各种表面强化和表面防护涂层,具有许多独特的优点:
(1)能够喷涂的材料范围特别广,包括各种金属及合金、陶瓷及金属陶瓷、塑料、非金属矿物等几乎所有固态工程材料。因而能够制备耐磨、减摩、耐蚀、耐高温、抗氧化、绝缘、导电、催化、辐射、防辐射、抗干扰、超导、非晶态及生物功能等各种功能涂层; ’
(2)能够在多种基体材料上形成涂层,包括金属基体、陶瓷基体、塑料基体、石膏、木材甚至纸板上都能喷涂,被喷涂的材料范围也十分广泛;
(3)一般不受被喷涂工件尺寸和施工场所的限制,既可厂内施工,也可现场施工;
(4)涂层沉积效率较高,特别适合沉积薄膜涂层。涂层厚度可以控制,从几十微米到几毫米甚至可厚达20mm;
(5)除喷焊外,热喷涂施工对基体的热影响很小,基体受热温度不超过200℃,基体不会发生变形和性能变化;
(6)在满足强度要求的前提下,制件基体可以采用普通材料代替贵重材料,仅涂层使用优质材料,使“好钢用在刀刃上”;
(7)热喷涂施工艺灵活,方便,迅速,适应性强。
当然,热喷涂技术也有如下一些缺点:
(1)除喷焊外,热喷涂涂层与基体的结合主要是物理机械结合,结合强度不大高,涂层耐冲击和重载性能较差;
(2)喷涂涂层含有不同程度的孔隙,对于耐腐蚀、抗氧化、绝缘等应用,一般不如整体材料。但可通过复合涂层系统设计等方法予以改进提高;
(3)喷涂小件时,涂层材料的收得率低;
(4)热喷涂手工操作时的劳动条件较差,有噪音、粉尘、热和弧光辐射问题,必须注意劳动保护措施。
尽管如此,由于热喷涂技术具有上述许多独特的优点,已被广泛地应用于航空、航天、冶金、能源、交通、石油化工、机械、轻纺等工业部门,成效十分显著。
三、热喷涂涂层的结构
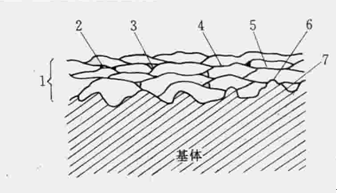
热喷涂涂层是将熔融或至少软化的粒子,高速喷射到基体上,发生碰憧、变形、快速凝固、堆积等过程,最后形成涂层。附图是典型的热喷涂涂层结构示意图。
附图:热喷涂涂层结构示意图
1- 涂层;2-氧化物夹杂;3-孔隙或空洞;
4-颗粒间的粘接;5-变形颗粒;6-基体
粗糙度;7-涂层与基体结合面
从附图可以看出,热喷涂涂层的组织结构具有如下特点:
(1)涂层粒子因碰撞变形而呈扁平状堆积结构,具有各向异性。涂层与基体之间的结合主要是物理机械结合;
(2)涂层颗粒堆积、重叠过程中,颗粒之间必然存在一定程度的孔隙和气孔;
(3)高温颗粒在喷射过程中,会与喷射气体或周围环境气氛发生某种程度的化学反应,如与环境中的空气作用发生氧化。因此,涂层组织中可能含有少量的氧化物夹杂;
(4)由于高温颗粒喷射到基体表面快速冷却凝固,由于涂层材料与基体材料的热物理性能特别是热膨胀系数的差异,使涂层中形成相当的热应力和残余应力。控制和处理不好,有可能使涂层发生裂纹甚至剥落;
(5)热喷涂涂层的表面为粗糙的毛面,具有较高的表面能,这为复合涂层设计和制造提供了良好的基础。
根据热喷涂涂层结构的这些特点,显然,在热喷涂涂层的设计和施工中,应努力做到:制备清洁活化的基体表面以提高涂层与基体的界面性能;提高喷射颗粒的速度以获得高的动能;保证喷射颗粒良好的受热及熔化状态,以达到足够的热能;控制涂层的应力状态、应力大小和应力分布;尽可能减少或避免喷射的高温颗粒在喷涂过程中与周围环境气氛发生有害的化学反应,乃是获得优质涂层的主要条件。
四、热喷涂涂层的防腐蚀特性
材料的腐蚀,广义地理解,可以认为是材料的分子或原子发生电子得失而产生有害化学变化的过程,它不仅包括液相腐蚀和气相腐蚀,还应包括高温氧化与腐蚀、特种腐蚀(如核辐射)等。
如前所述,由于热喷涂涂层含有某些气孔,因此,就耐腐蚀而言,一般说来,热喷涂涂层的耐蚀性不如相同的整体材料的耐蚀性。然而,由于热喷涂涂层材料选择的广泛性,调整涂层成分比较容易;再通过合理的复合涂层系统设计和后处理,使热喷涂涂层在腐蚀与防护控制中,特别是抗高温氧化与腐蚀、磨损腐蚀和特种腐蚀,显示出独特的优势,获得越来越广泛的应用。
用热喷涂技术制备防腐蚀涂层,有如下特点。
(1)能够选择比基体金属的电极电位更负的金属材料,对基体金属(主要是钢铁材料)进行大面积的、均匀的牺牲阳极保护;
(2)能够在基体材料表面直接喷涂具有屏蔽栏栅作用的致密保护膜,如塑料涂层,将腐蚀介质与基体隔离开来;
(3)能够选择某些涂层材料,在腐蚀(包括氧化)环境下形成致密无孔的腐蚀产物膜或氧化物膜,这种膜韧性好,附着牢固,亦能有效地将基体金属与腐蚀介质有效地隔离,使基体金属不再被进一步腐蚀。如A1、Cr、si等元素的氧化物膜;
(4)在磨损腐蚀条件下,容易用热喷涂技术在耐蚀涂层中添加硬质相,从而显著提高不锈钢、钛等耐蚀材料的耐磨性能;
(5)可以通过涂层系统设计,如使用耐蚀的打底层材料,涂层封孔,涂层涂装或重熔等后处理,消除涂层孔隙对其腐蚀防护性能的不利影响;
(6)热喷涂技术, 可以与其他表面处理工艺相互渗透,形成制造耐蚀涂层技术的复合工艺,如对喷金属涂层进行电镀或电刷镀的“涂-- 镀复合工艺”;对喷涂层进行扩散热处理的“涂-- 渗复合工艺”,“喷涂--热等静压”等;
(7)由于热喷涂涂层材料的选择范围很广,因而在防特种腐蚀方面,如中子辐射、生物体液腐蚀等,有着特殊的用途;
(8)采用热喷涂技术,容易对设备的局部腐蚀损坏如搪瓷反应釜局部掉瓷,进行现场修复快速。
当然,由于腐蚀环境千差万别、各种热喷涂涂层的腐蚀性能数据还相当欠缺,具体应用时需要格外注意,应尽可能先进行模拟试验或现场腐蚀试验。
五、热喷涂工程系统设计
要想采用热喷涂涂层,获得防腐蚀应用的成功,必须十分注意热喷涂工程的系统设计,主要包括如下内容:
1.腐蚀工况及腐蚀失效分析
(1)腐蚀工况:
影响涂层耐蚀性能的主要有以下因素:
①介质的成分和浓度;
②杂质种类及含量;
③使用温度;
④介质(气体或液体)流速、流动角度;
⑤溶液的pH值;
⑥溶液中的氧、氧化剂和还原剂的含量;
⑦介质中含有机物、微生物。细菌情况;
⑧腐蚀产物及生成膜的稳定性,对环境的污染性。
(2)腐蚀失效分析:应根据具体的腐蚀条件,对可能产生的腐蚀失效机理进行分析或研究,以确定可能的腐蚀类型,如均匀腐蚀、点腐蚀、局部腐蚀、应力腐蚀、电化学腐蚀、疲劳腐蚀、磨损腐蚀、高温腐蚀、生物腐蚀、空泡腐蚀、冲刷腐蚀、氢腐蚀、晶问腐蚀等。
2.涂层材料的正确选择
腐蚀环境千差万别,影响腐蚀及控制的因素很多,有时某一种机理的腐蚀起主要作用,但许多情况下是多种机理的腐蚀相互作用,加速腐蚀失效过程。没有能满足各种腐蚀工况的万能耐蚀材料和抗腐蚀涂层。只有熟悉并掌握丰富、全面的材料科学知识,才能做到“对症下药”,正确合理地选择涂层材料,进行涂层系统设计。
3.正确地进行基体的加工设计
欲进行热喷涂的制件,其基体加工时,除了下切到满足涂层厚度要求的尺寸外,应尽量避免死角、尖角、直角和盲孔,应尽可能用圆弧、倒角等形式,以避免局部应力集中,导致涂层开裂或剥落。
4 制备良好的基体表面
提高涂层与基体的结合强度,是各种表面涂层技术的主要目的之一,热喷涂涂层也不例外。为了获得优质的涂层与基体的界面状态,热喷涂之前,要求基体表面预处理达到净化、粗化和活化。
基体表面预处理的质量,直接影响热喷涂涂层与基体的结合性能,是整个热喷涂过程成功的关键环节之一,应予高度重视。
5.正确地进行涂层系统设计与施工
用于腐蚀防护与控制的热喷涂涂层,常采用复合涂层系统设计和施工方法。一般是在基体材料上首先喷涂一层耐蚀性好的打底涂层,然后喷涂工作涂层,最后进行涂层的封孔处理,以达到完全消除涂层气孔影响的目的。
6.涂层的后处理和精加工
涂层的后处理方法很多,除了封孔处理之外,主要有重熔致密化处理如火焰重熔,炉内重熔,感应重熔,激光束重熔,电子束重熔等;高温致密化合金化处理如热等静压,热扩散,高温烧结等;复合工艺处理如涂-镀工艺,喷涂―轧制工艺等,最后是涂层的精加工。
由于热喷涂涂层的界面结合特性和涂层结构特点,其精加工与整体材料的精加工有显著的区别,处理不当,就会前功尽弃,应予高度重视。
总之,热喷涂技术是一个多因素、多环节的工艺流程系统。首先,应根据使用工况的腐蚀条件或失效分析,确定对涂层的防腐蚀性能要求,以选择适当的涂层材料、设备及热喷涂工艺。然后,实施热喷涂工艺施工,包括基体表面的加工及预处理、热喷涂工序,涂层封孔、后处理及精加工、涂层质量检验。每道工序都必须严格按操作规程进行,检验合格,方能进行下一道工序。
除了现代化的计算机控制的机器人操作之外,热喷涂工艺还在很大程度上受操作人员的技能和经验的影响。因此,应对有关人员进行比较系统的培训,充分熟悉工艺和安全规程,方能上岗实际操作。
引自涂湘缃主编《实用防腐蚀工程施工手册》化学工业出版社 2000年4月
|